Fort Walton Machining
In today’s aerospace market, shops typically have two options: Cut aircraft structural components shorter than 11 feet long using five-axis machining centers or purchase expensive-to-operate gantry-type equipment to reach beyond that size limitation to 22-feet long, says Greg Britton, CEO of Fort Walton Machining. Not satisfied with either option, the company recently acquired an advanced profiling machine system from Mazak Corp. (Florence, Kentucky) that has enabled it to increase its size capabilities while remaining competitively priced.
The shop, located in Fort Walton Beach, Florida, is a high-mix/low-volume supplier with lot sizes ranging from one to 500 parts. Eighty percent of these parts are made from aluminum, with tolerances ranging from 0.030 inch to as tight as 0.00005 inch. It also machines carbon steels, aircraft steels, high-temperature alloys and titanium. Its aircraft/aerospace work encompasses cargo-handling systems, floor supports and airframe components, as well as brackets and other smaller parts. In addition to aerospace work, Fort Walton Machining produces medical equipment parts and does general machining work.
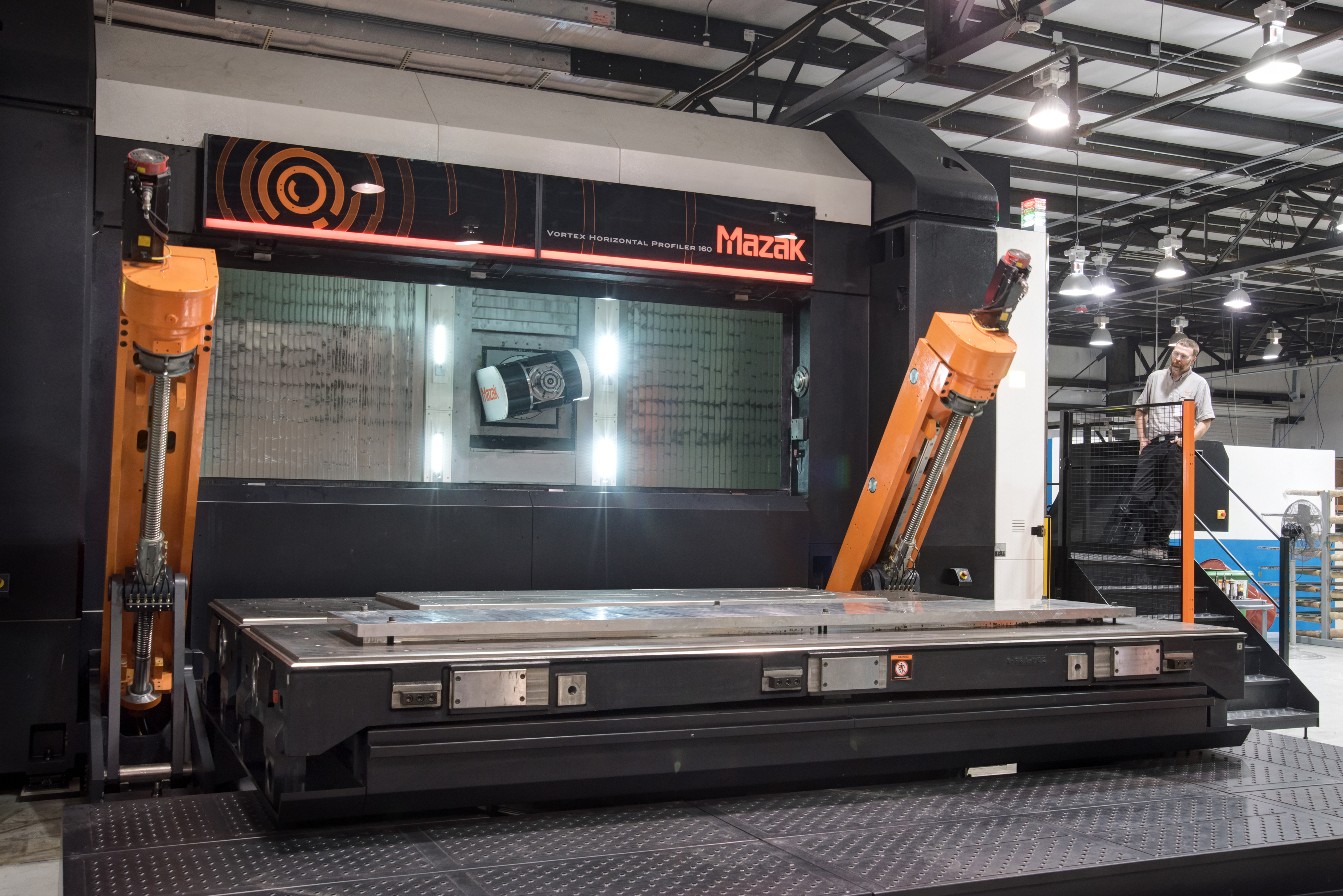 Fort Walton Machining's VHP 160 features two-table changing capability for continuous, uninterrupted operations. If needed, the shop can expand its single-machine, two-table configuration into a manufacturing cell with the addition of both tables and machines.
Fort Walton Machining's VHP 160 features two-table changing capability for continuous, uninterrupted operations. If needed, the shop can expand its single-machine, two-table configuration into a manufacturing cell with the addition of both tables and machines.While jobs can be diverse, the common denominator is the high level of required quality and precision. The company must provide these, along with fast delivery, to stay ahead of the competition. One way it does this is by investing in advanced technology.
“If we aren’t on the cutting edge technology-wise, our competition will run right over us. Advanced technology is everything to our business,” says Tim McDonald, production manager.
The lion’s share of the company’s machine tool technology is from Mazak. Its more than 20 Mazak machines include various models of QUICK TURN NEXUS multitasking machines, VARIAXIS five-axis vertical machining centers, SLANT TURN NEXUS turning centers and VERTICAL CENTER NEXUS machining centers.
However, the machine that has enabled Fort Walton Machining to find its niche within the aerospace sector of its business is the Vortex Horizontal Profiler (VHP) 160. Mazak designed it specifically for the aerospace market with a work envelope that can accommodate about 70 percent of common, large-size airframe and aerospace parts. The number of shops that can cost-effectively process such parts is limited, the company says.
Travels measure 165.35 by 59.06 by 21.65 inches in the X, Y and Z axes, and a 106-horsepower, 26,000-rpm, HSK-A63 integral-motor spindle is standard. The large 157-by-49-inch vertically integrated worktable enables the VHP 160 to easily accommodate a maximum load capacity of 6,615 pounds.
 The VHP 160 from Mazak Corp. enhanced the shop's cutting capabilities, helping it find its niche in terms of part processing. The machine's work envelope can accommodate about 70 percent of all the common large-size airframe and aerospace parts.
The VHP 160 from Mazak Corp. enhanced the shop's cutting capabilities, helping it find its niche in terms of part processing. The machine's work envelope can accommodate about 70 percent of all the common large-size airframe and aerospace parts. Fort Walton Machining can position the machine’s worktable horizontally for quick and easy loading and setup, then return it to a vertical position for machining operations. This vertical orientation makes use of gravity and ensures excellent chip evacuation during high-material-removal operations, the company says.
Fort Walton Machining’s VHP 160 model features two-table-changing capability for continuous, uninterrupted operations. If needed, the shop can expand its single-machine, two-table configuration into a manufacturing cell with the addition of both tables and machines.
The profiler has a special box-type construction that integrates its base, column and table to provide maximum machining rigidity for overall part accuracy. Furthermore, the machine’s symmetrical base/column construction works in conjunction with an advanced coolant and chip disposal system to minimize heat displacement.
For getting into the cut as quickly as possible and shortening overall cycle times, the machine system offers rapid traverse at speeds ranging to 1,380 ipm in the X axis, and 1,176 ipm in both the Y and Z axes with an acceleration/deceleration rate of 0.5 G.
In addition to providing a niche in terms of part-size processing, Fort Walton Machining says the VHP 160 has enhanced its cutting capabilities, particularly in aerospace components that feature deep, thin-walled pockets and require extensive metal removal.
“Anyone can machine a 0.050-inch-thick wall that is only 0.100-inch deep/high,” Mr. McDonald says. “But try holding tolerance, straightness and required surface finish when that thin wall is 3 inches high/deep. It all comes down to your machine’s capabilities—speed, accuracy and rigidity. Without the right machine and tooling running at the right speeds and feeds, you will never succeed.”
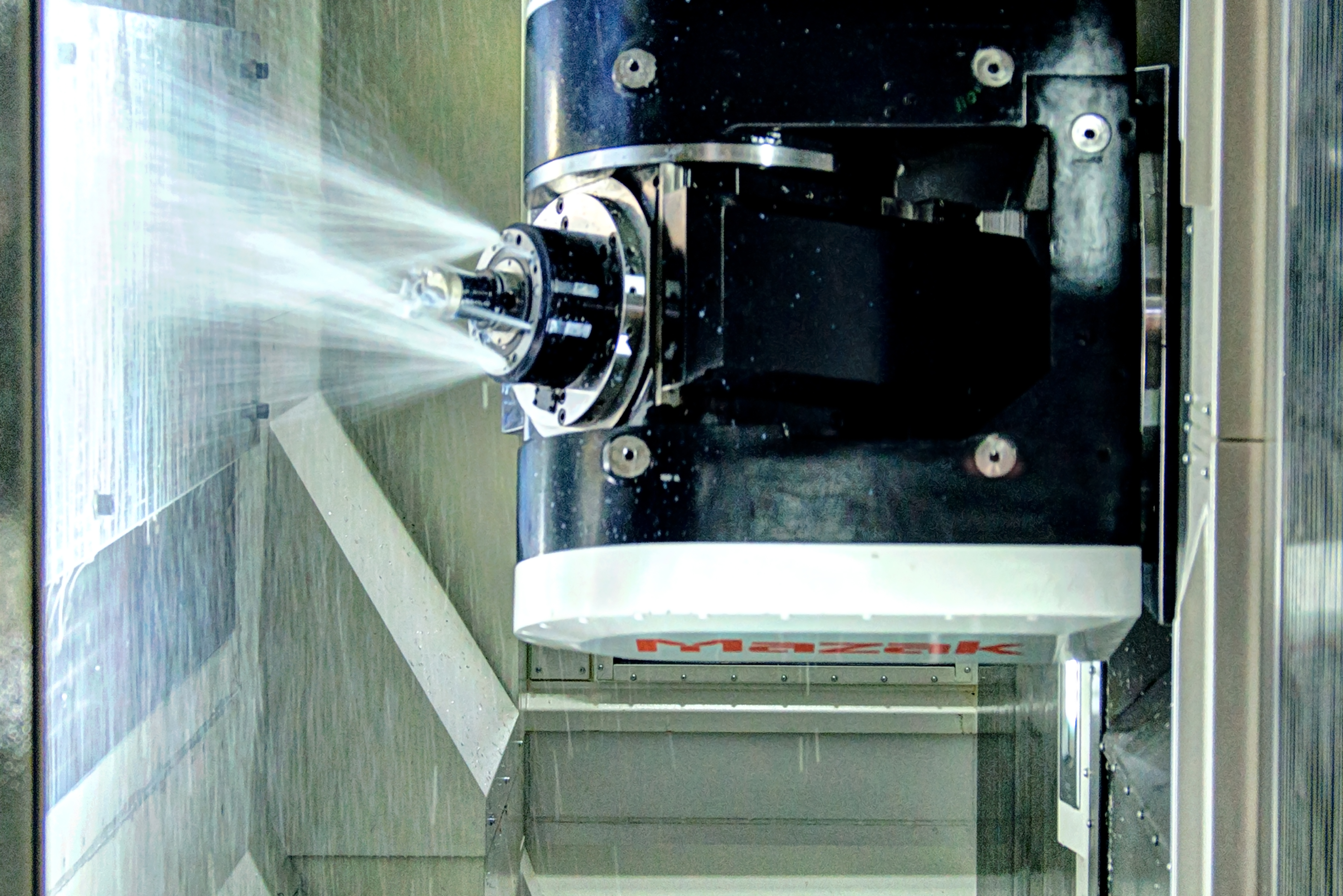 The machine's symmetrical base/column construction works in conjuction with an advanced coolant and chip disposal system to minimize heat displacement.
The machine's symmetrical base/column construction works in conjuction with an advanced coolant and chip disposal system to minimize heat displacement.The profiler’s speed and accuracy are also critical for achieving superior part finishes, he says. A part’s aesthetics are important to today’s aerospace companies. “While a part may be machined to exact tolerances, sloppy, aesthetically displeasing surface finishes give the impression of imprecision, poor performance and potential part failure,” he says. “Plus, the simple fact is that aircraft components are expensive, especially the larger-size ones, and OEMs want perfection in both functionality and aesthetics. With the VHP 160, we can fulfill both requirements and reduce cost per part through optimized setups, speed and precision.”
While Fort Walton Machining is planning to bring in new work for the profiler, it has initially moved some existing work over to the machine to increase efficiency and reduce cost per part. One such job is a radar shroud that is reduced from 200 pounds of raw stock to only 35 pounds after machining.
“With the VHP 160, we improved part accuracy and achieved seriously shorter run times for the shroud,” says Chad Wisenburger, CNC mill supervisor. “The machine reduced cycle time by 50 percent, and for us, that kind of speed means less time spent, more parts and more profit.”
As seen in Modern Machine Shop, January 2017